顾问团队
|







百朗生产咨询——JIT和看板管理
发布时间:2014-06-04 来源:百朗教育机构 点击:次
1. JIT看板的含义:
|
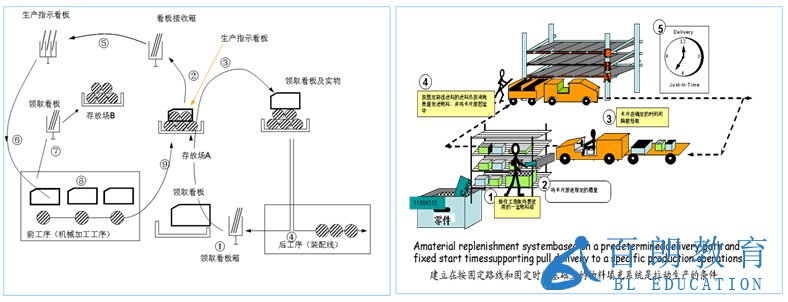
“看板”原指丰田生产方式初期由生产后工序向前工序发出生产订单,只在需要的时间生产需要的数量,绝不生产当前不需要的生产,这种的生产方式成为JIT(Just In Time,及时生产)。在这种方式下,由后工序决定前工序的生产,称之为“拉动生产”,拉动生产的信息传递工具为看板,也常称之为拉动看板,其主要特点如下:
(1) 在拉动看板方式下,作业员不是僵死地执行上级领导预先制定的生产计划,而是根据下一工序发出的目视信号来决定何 时生产、生产什么、生产的数量以及何时停产、何时进行生产切换;
(2) 看板制定了规则,告诉作业员,当生产出现问题时,他们应采用何种解决步骤;
(3) 拉动看板系统具有良好的目视性,使管理者或计划员能够一眼就获得需要了解的生产进度及库存情况;
(4) 改善的工具,系统化的通过改善减少看板数量,从而减少工序间在制品的数量。
|
3.看板拉动的作用及实施条件:
|
拉动看板的作用:
|
拉动看板实施所需具备的条件:
|
|
(1)降低库存
(2)提高物流的顺畅性
(3)防止过量生产
(4)对生产操作进行控制
(5)实现对流程的目视管理
(6)提高适应需求变化的灵活性
(7)降低库存报废的危险
(8)有助于供应链管理
|
(1) 为保证计划进度,计划员和管理员每日必须做调度工作;
(2) 为了制定合理的计划,计划员和管理员过于频繁地巡视现场,查看生产进度情况;
(3) 物料员、计划员、管理员可以解放出来,把时间用在解决异常问题和进行流程持续改善上来;
(4) 拉动看板还对整个增值流程实现了很好的控制,作业员通过拉动看板获得了充分的授权来控制生产线;
(5) 生产柔性化与缩短生产作业时间;
(6) 生产均衡化,包括产品及零部件的数量均衡、品种均衡;
(7) 缩短换产作业时间,并制定生产作业节拍。
|
|
(1) 后工序必须在必需的时候,仅按所必需的数量,从前工序领取必需的物品;
(2) 前工序仅按被领走的数量,生产被后工序领走的物品;
(3) 不合格产品决不能送到后工序;
(4) 必须通过改善,把看板的数量减至最小程度;
(5) 看板必须适应小幅度的需求变化(通过看板数量对生产进行微调)。
|
5.看板的实施流程 :
| 步骤 | 实施内容 |
|
⑴ 生产流程数据收集 |
|
|
⑵ 计算并确定看板数量 |
|
| ⑶ 设计看板运行规则 |
|
|
⑷ 开展看板运行前培训 |
|
|
⑸ 看板运行的督导与维护 |
|
|
⑹ 持续改进看板运行系统 |
|





